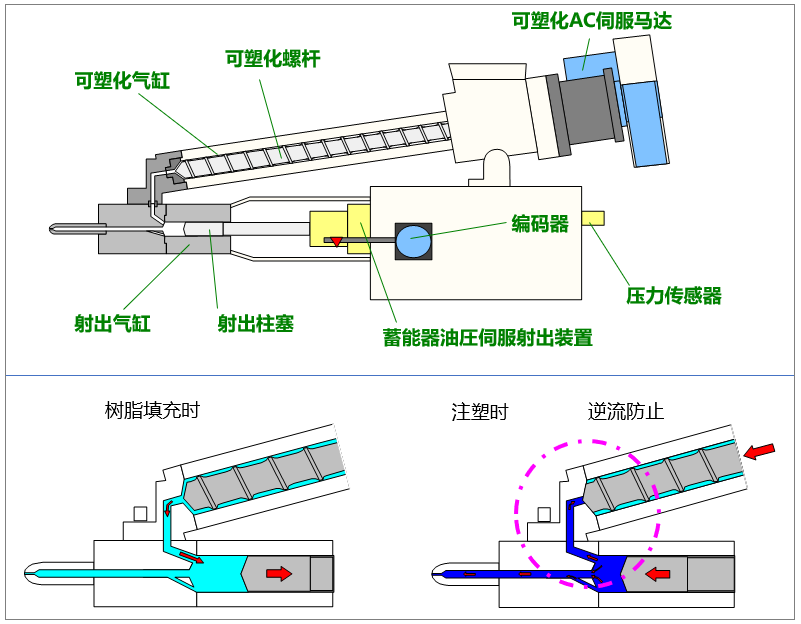
傳統型(直線型)螺杆與V型螺杆的特點及成型差異
在電子連接器的生產過程中,注塑是其中重要的一環,連接器的塑膠盒座即在注塑階段製成,通常是將熔化的塑膠注入金屬胎膜中,然後快速冷卻成形。而螺杆是注塑機的重要部件,用於對塑膠進行輸送、壓實、熔化、攪拌和施壓。下文,Greenconn工程師基於公司多年的連接器生產經驗,總結概括了兩種不同結構的注塑機螺杆(傳統型(直線型)螺杆與V型螺杆)的特點及成型差異。
一、 直線型方式
在直線型方式的情況下,樹脂擠壓螺杆向下的力量與受到控制的背壓之差決定了計量樹脂的密度。在樹脂狀態下,其密度會受背壓的大小影響發生變化。
一、 直線型方式
在直線型方式的情況下,樹脂擠壓螺杆向下的力量與受到控制的背壓之差決定了計量樹脂的密度。在樹脂狀態下,其密度會受背壓的大小影響發生變化。
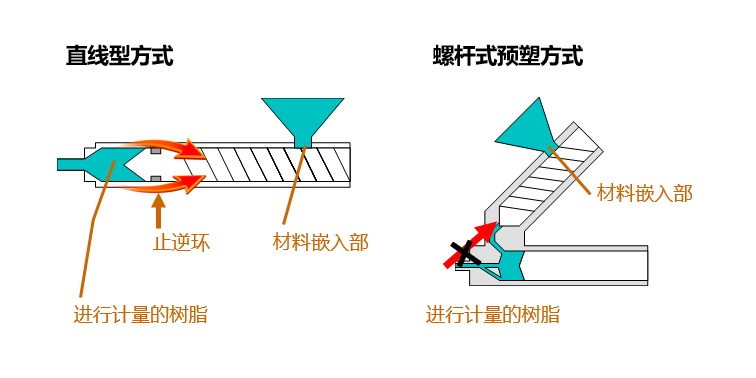
 圖一:傳統型(直線型)螺杆的特點
圖一:傳統型(直線型)螺杆的特點 二、 電動液壓混合V型方式
V型方式內含逆流防止機構,相較於直線型方式的止逆環具有更多的優越性。
V型方式內含逆流防止機構,相較於直線型方式的止逆環具有更多的優越性。
 圖二:V型螺杆的特點
圖二:V型螺杆的特點 以下將從三個方面對比V型螺杆和直線型螺杆的成型差異
1、填充工序的實際填充量的穩定性
1、填充工序的實際填充量的穩定性
- 直線型螺杆方式
直線型螺杆具有止逆環,不能控制成形初期階段止逆環的樹脂斷流量,因此,造成位置指令控制的填充工序的填充量不穩定,需要通過保壓工序進行補充填充。 - V型螺杆方式
因為V型螺杆不存在止逆環,因此,在成型的初級階段開始時,就可確保一定的填充量,從而減少了在保壓階段難以補充的澆口凝固早的成型的塑膠不足的發生。
 圖三:兩種方式填充工序的對比
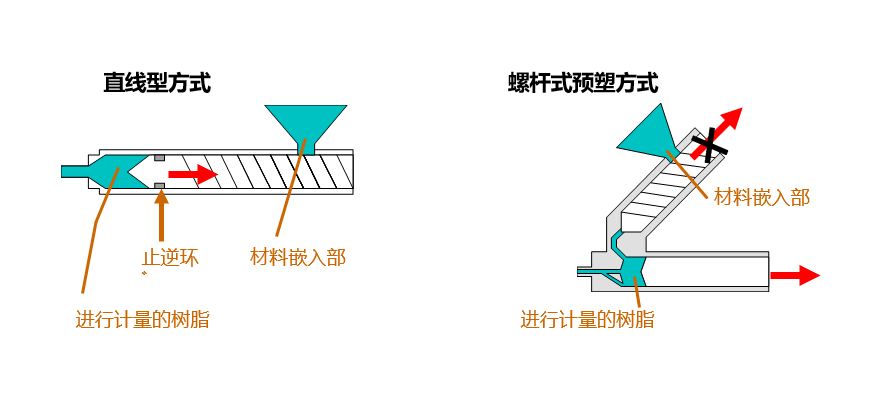
圖三:兩種方式填充工序的對比 2、樹脂的熔化狀態的穩定性
- 直線型螺杆方式
材料供應位置可以移動,樹脂溫度發生變動。 - V型螺杆方式
螺杆在固定的狀態下轉動,塑膠投料口供應的樹脂均可保持接受一定的熱化過程,所以可保證熔化狀態非常穩定。
 圖四:兩種方式樹脂的熔化狀態的對比
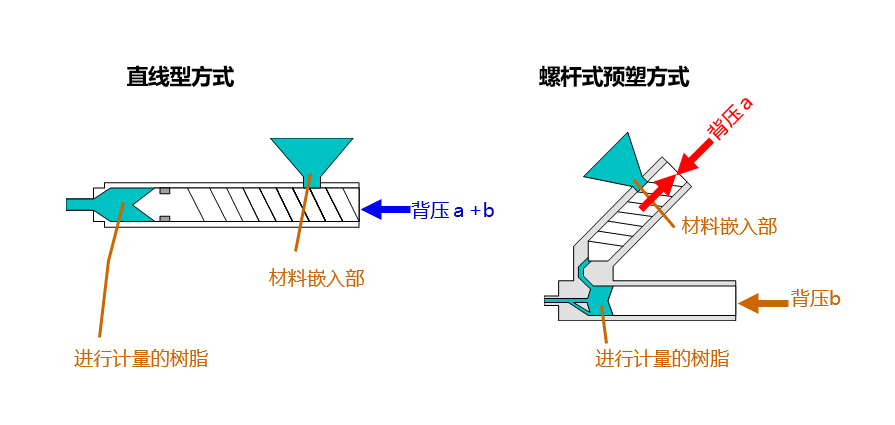
圖四:兩種方式樹脂的熔化狀態的對比 3、背壓的設定
- V型螺杆利用柱塞進行的計量方式無需通過塑膠投料口,可以將不受這一變化影響的一定背壓提供給接受計量的樹脂。這樣,得到的所計量的塑脂密度非常的穩定有效。
 圖五:兩種方式背壓設定的對比
圖五:兩種方式背壓設定的對比 三、V形注塑成型機的特徵
- 一定溫度可塑化、一定密度計量
在一定的位置上轉動螺杆,則可塑化的樹脂會把塞杆推上去,到了計量點,螺杆前端向前進,阻斷樹脂逆流回流管之可能,計量位置會被記憶在控制器上。
因為螺杆的位置不會移動,所以溶融的溫度穩定,計量時的樹脂密度變得固定。 - 一定時間、一定量填充
在精確度達0.5µm解析度的編碼器下,以閉回路來控制速度,即使樹脂的粘度、溫度有變化,從計量位置到V—P位置的填充時間仍然固定。
因為有塞杆,所以不會逆流,可以定量填充。 - 一定時間、一定壓保壓
精密度MAX壓 / 4000的壓力感測器下以0.0秒單位來保壓,可以完成閉合。而且因為有塞杆和油壓的控制,所以可以在良好的壓力下有效進行保壓。



