传统型(直线型)螺杆与V型螺杆的特点及成型差异
在电子连接器的生产过程中,注塑是其中重要的一环,连接器的塑料盒座即在注塑阶段制成,通常是将熔化的塑料注入金属胎膜中,然后快速冷却成形。而螺杆是注塑机的重要部件,用于对塑料进行输送、压实、熔化、搅拌和施压。下文,Greenconn工程师基于公司多年的连接器生产经验,总结概括了两种不同结构的注塑机螺杆(传统型(直线型)螺杆与V型螺杆)的特点及成型差异。
一、 直线型方式
在直线型方式的情况下,树脂挤压螺杆向下的力量与受到控制的背压之差决定了计量树脂的密度。在树脂状态下,其密度会受背压的大小影响发生变化。
一、 直线型方式
在直线型方式的情况下,树脂挤压螺杆向下的力量与受到控制的背压之差决定了计量树脂的密度。在树脂状态下,其密度会受背压的大小影响发生变化。
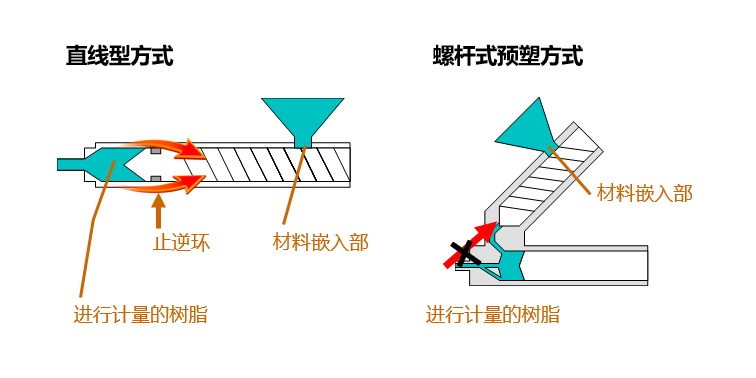
 图一:传统型(直线型)螺杆的特点
图一:传统型(直线型)螺杆的特点 二、 电动液压混合V型方式
V型方式内含逆流防止机构,相较于直线型方式的止逆环具有更多的优越性。
V型方式内含逆流防止机构,相较于直线型方式的止逆环具有更多的优越性。
 图二:V型螺杆的特点
图二:V型螺杆的特点 以下将从三个方面对比V型螺杆和直线型螺杆的成型差异
1、填充工序的实际填充量的稳定性
1、填充工序的实际填充量的稳定性
- 直线型螺杆方式
直线型螺杆具有止逆环,不能控制成形初期阶段止逆环的树脂断流量,因此,造成位置指令控制的填充工序的填充量不稳定,需要通过保压工序进行补充填充。 - V型螺杆方式
因为V型螺杆不存在止逆环,因此,在成型的初级阶段开始时,就可确保一定的填充量,从而减少了在保压阶段难以补充的浇口凝固早的成型的塑料不足的发生。
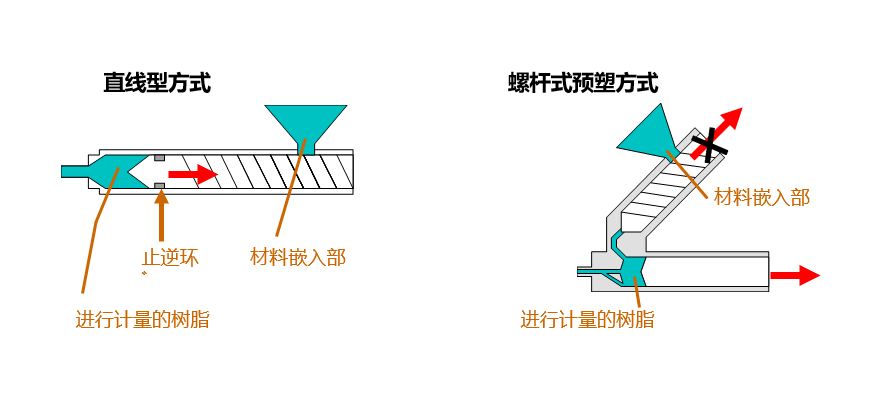
 图三:两种方式填充工序的对比
图三:两种方式填充工序的对比 2、树脂的熔化状态的稳定性
- 直线型螺杆方式
材料供应位置可以移动,树脂温度发生变动。 - V型螺杆方式
螺杆在固定的状态下转动,塑料投料口供应的树脂均可保持接受一定的热化过程,所以可保证熔化状态非常稳定。
 图四:两种方式树脂的熔化状态的对比
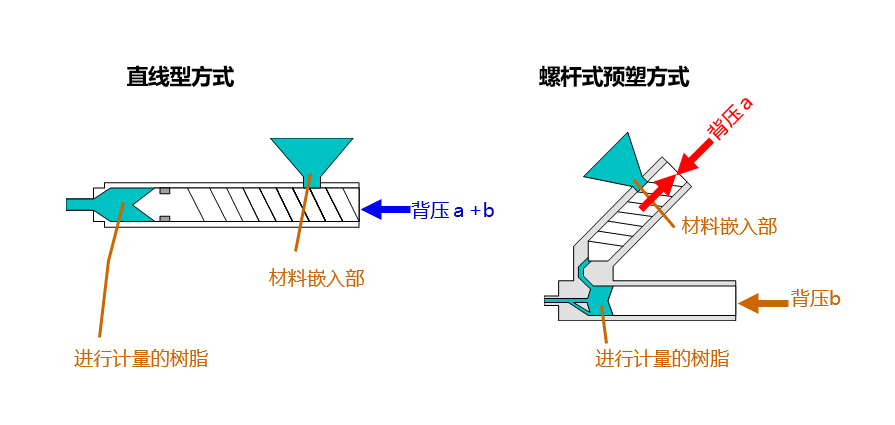
图四:两种方式树脂的熔化状态的对比 3、背压的设定
- V型螺杆利用柱塞进行的计量方式无需通过塑料投料口,可以将不受这一变化影响的一定背压提供给接受计量的树脂。这样,得到的所计量的塑脂密度非常的稳定有效。
 图五:两种方式背压设定的对比
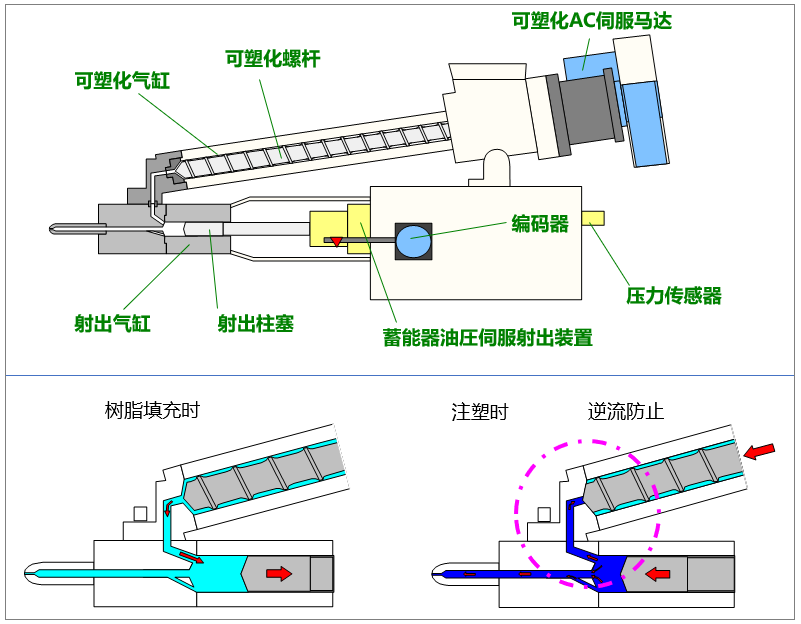
图五:两种方式背压设定的对比 三、V形注塑成型机的特征
- 一定温度可塑化、一定密度计量
在一定的位置上转动螺杆,则可塑化的树脂会把塞杆推上去,到了计量点,螺杆前端向前进,阻断树脂逆流回流管之可能,计量位置会被记忆在控制器上。
因为螺杆的位置不会移动,所以溶融的温度稳定,计量时的树脂密度变得固定。 - 一定时间、一定量填充
在精确度达0.5µm分辨率的编码器下,以闭回路来控制速度,即使树脂的粘度、温度有变化,从计量位置到V—P位置的填充时间仍然固定。
因为有塞杆,所以不会逆流,可以定量填充。 - 一定时间、一定压保压
精密度MAX压 / 4000的压力感测器下以0.0秒单位来保压,可以完成闭合。而且因为有塞杆和油压的控制,所以可以在良好的压力下有效进行保压。



